武汉中弘精密机械
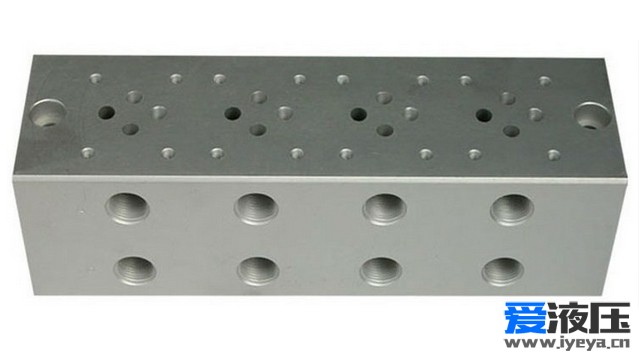
武汉中弘精密机械简介:1.阀块体的外形一般为矩形六面体。 2.阀块体材料宜采用35钢锻件或连铸坯件。 3.阀块体的最大边长宜不大于600mm,所包含的二通插装阀插件数量宜不大于8。 4.当液压回路所含的插件多于8个时,应分解成数个阀块体,各阀 ...
|
1.阀块体的外形一般为矩形六面体。 2.阀块体材料宜采用35钢锻件或连铸坯件。 3.阀块体的最大边长宜不大于600mm,所包含的二通插装阀插件数量宜不大于8。 4.当液压回路所含的插件多于8个时,应分解成数个阀块体,各阀块体之间用螺栓相互连接,结合面处的连接孔道用O型密封圈予以密封,组成整体的阀块组。连接螺栓的矩形性能应不低于12.9级。 5.设计阀块体的主级孔道时应考虑尽可能减小流阻损失及加工方便。 6.主级孔道的直径按公式(1)估算选取:
式中: D - 孔道直径,mm; Q - 孔道内可能流过的最大工作流量,L/min; vmax - 孔道允许的最大工作液流速,m/s。 一般,对于压力孔道,vmax不大于6m/s;对于回油孔道,vmax不大于3m/s。 按公式(1)估算出的孔道直径应园整至标准的通径值。 7.当主级孔道与多个插件贯通时,为减小贯通处的局部流阻损失,宜采用与插件孔偏贯通的方法(使主级孔道的中心线与插件孔的中心线偏移)。一般使主级孔道中心线与插件孔孔壁相切。同时也可以加大孔道通径,加大的通径应不超过GB2877的规定。 8.为改善深孔工艺性,设计时可考虑增大孔径或采用两端钻孔对接的方法。 9.设计时应尽量避免在阀块体内设置复杂连接的控制孔道和三维斜孔,应充分利用控制盖板内的控制孔道,或采用先导控制块等专用的控制孔道连接体。先导孔道的直径应与GB2877的规定一致。若因工艺需要而减小先导孔道的直径时,应作验算,确认不至影响对主级阀的控制要求。 10. 应避免采用倾斜孔道。必须倾斜时,孔道的倾斜角度应不超过35°,并须保证孔口的密封良好。对主级斜孔,应在有关视图上标注出因斜孔加工而造成的椭园孔口的长轴尺寸。 11. 当较小孔道孔径不大于25mm时,两相邻孔道孔壁之间的距离应不小于5mm;较小孔道孔径大于25mm时,两相邻孔道孔壁之间的距离应不小于10mm。 12. 为避免污染物的沉积,对于相通的孔道,孔深一般应到与之相通的孔道的中心线为止。 13.主级孔道的外接油口一般采用法兰连接。对于通径为25mm以下的较小油口,也可采用螺纹连接。先导孔道的外接油口宜采用螺纹连接。 14. 工艺孔道应采用螺塞、法兰等可拆方式封堵,以便孔道的清理、清洗和检查。螺塞的螺纹应符合GB2878的规定。在位置不允许时,对直径不大于12mm的孔道,允许采用球涨式堵头封堵。 15.主级孔道和主要的先导孔道上应设置必要的检测口,以便检测液压回路的工作参数。检测口一般应安装具快速连接功能的测压接头。 16.阀块体的所有外接油口、检测口均应有油口标记,油口标记应与液压原理图上的相应标记一致。 17. 应在阀块体的醒目部位,预留铭牌安装位置。 18.阀块体应有吊装结构,一般采用吊环螺钉。 19.采用锻件毛坯时,应经正火处理以消除残余内应力。必要时应进行无损探伤以检查其内部质量。 20.棱边倒角2×45°,阀体较小时则倒角1.5×45°。 21.各油道孔口应保持尖边,勿倒角,但应去尽毛刺。各管接头螺纹孔口倒角深度应不大于螺距的二分之一。 22.去毛刺、飞边,认真清除孔道内切屑、杂质,并清洗干净。 23.在各油口旁打上相应的油口标记钢印,钢印距孔口不小于6mm(以不影响O型密封圈的密封性能为准)。 24. 当阀块体表面采用化学镀镍处理时,镀层厚0.008~0.012mm。 25.加工完毕后的阀块体应有防锈、防尘等防护措施,表面应封盖,并存放于清洁干燥的场所。
|

 螺栓拉伸器
螺栓拉伸器 JHLDF系列风电专用拉伸器,是本公司主力投放风电市场的液 压拉伸器,具有轻便、快捷、高效、准确等优...
 ZJS数显扭力扳手
ZJS数显扭力扳手 数显扭力扳手顾名思义就是带数字显示的扭力扳手,本公司生产的数显扭矩扳手有别于一般的扭力扳手,拥有强大...
 液压扭矩扳手
液压扭矩扳手 采用超高强度的航空材料铝钛合金制造,重量轻、强度高,一体式设计保证了其适用范围非常广。JHBD系列扭...
 液压油缸-千斤顶
液压油缸-千斤顶 ■中空柱塞设计,即可以用于推力,也可以用于拉力。■烤漆表面耐腐蚀等恶劣环境。■所有型号均配 3/8N...
 阻尼隔振光学平台
阻尼隔振光学平台 适合于现代光学、物理力学、激光电子、光通讯试验及仪器搭载等领域应用
 精密级高精度型JHLID系列锂电池驱动型扭力扳手
精密级高精度型JHLID系列锂电池驱动型扭力扳手 数字设定扭矩显示液晶屏,人机界面设计,液晶屏直接显示扭矩值,使用时方便直观,无需扭矩对照表;n充电式...
 气浮隔振光学平台
气浮隔振光学平台 适合于高倍数电子显微镜、扫描探针显微镜、激光干涉仪、激光共聚焦显微镜等领域应用